QIE Machinery
QIE Machinery
QIE Machinery
QIE Machinery

Deodorization is the final and critical step in palm oil refining, transforming bleached palm oil into Refined, Bleached, and Deodorized Palm Oil (RBDPO). It is a physical stripping process that uses steam distillation under high vacuum and temperature to remove volatile impurities, odors, and free fatty acids (FFAs).

Deaeration: Before heating, air is removed from the bleached oil under a vacuum to prevent oxidation and preserve oil quality.
Preheating: The deaerated oil is heated using heat exchangers, often recovering heat from outgoing hot deodorized oil to save energy.
Steam Stripping: High-pressure “live” steam is injected into the oil at temperatures between 240–260°C under a high vacuum (typically 2–6 mbar). The steam acts as a carrier, vaporizing and carrying away FFAs, aldehydes, and ketones that cause off-flavors.
Heat Bleaching: The oil is held at high temperatures for a specific period (25–100 minutes for semi-continuous systems) to thermally destroy heat-sensitive pigments like carotenes, resulting in a lighter-colored oil.
Cooling and Polishing: The oil is cooled to below 45°C and passed through polishing filters to remove any remaining trace impurities before storage.
Palm oil deodorization is mainly a physical refining process belongs to steam deodorization. High pressure steam is introduced as a kind of stripping agent to remove various volatile components. The deodorization of palm oil usually processed at high temperature (>200°C) and low pressure.
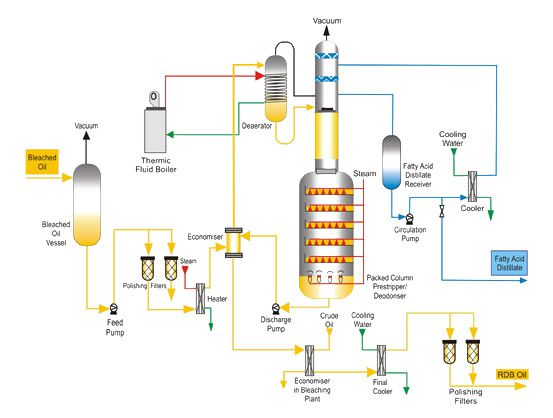
In deodorization process of palm oil refinery, before deodorizing, the bleached palm oil is deaerated and heated firstly. Our palm oil deodorizer equipment employs a combined methodology. The bottom part designed for consistent quality, while the upper part is designed to remove free fatty acids. Through heat exchanger, the oil is cooled and ready for storage. In palm oil deodorization, the FFA level is first reduced from 3–5% to below 0.5% in a structured packing. And then the oil enters the deodorizer. As a kind of co-product of refinery plant, the free fatty acids are collected and stored.

Palm Oil Production Line

Palm Oil Refinery Plant

Palm Oil Fractionation Plant

Small Scale Palm Oil Processing Plant




QIE Machinery offers a complete range of core equipment and related auxiliary equipment for palm oil solutions.
Whether you contact us by phone, email, or leave a message online, we will provide you with comprehensive and high-quality services.
Phone: 0086-13949113983
WhatsApp:
Email: qiea@oilpresses.org
Address: No.352 Lianhua Street, Hightech Industrial Development Zone, , Zhengzhou City,Henan Province, China



